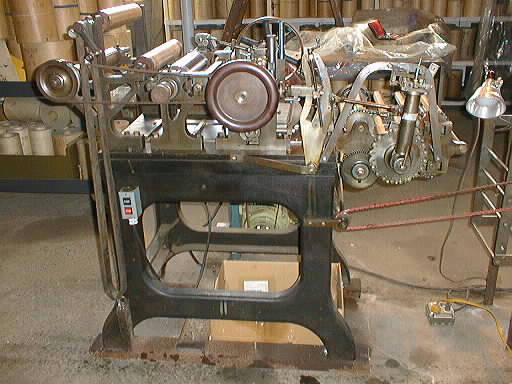
 Here again for reference is a picture of Wurlitzer perforator no. 12 as it now runs at the Herschell Carrousel Factory
Museum in North Tonawanda, N.Y.
Here again for reference is a picture of Wurlitzer perforator no. 12 as it now runs at the Herschell Carrousel Factory
Museum in North Tonawanda, N.Y.Here again for reference is a picture of Wurlitzer perforator no. 12 as it now runs at the Herschell Carrousel Factory
Museum in North Tonawanda, N.Y.
A band organ tune begins by being marked out in pencil on a cardboard master, one tune per master. The blank raw master cardboard was first run through the master marker, a special machine which punched tractor-feed sprocket holes into its left and right edges and inked onto its surface the 75 tracks that were used for the 75 holes in a style 165 roll. The same stock was used for arranging style 125 and style 150 rolls, except that only the first 45 and 54 tracks, respectively, were used. The first step was for the arranger to rule off the master with horizontal pencil lines marking the length of each measure of music. Then he would mark out the position and length of the note perforations, using the inked tracks to guide him in positioning the notes within the measures.
It is clear from blue-pencil notations and numberings on the masters that the arranger did not mark out separately each of the repeats that occurred in a tune. If a verse or a chorus was to be repeated somewhere along in the tune, he would number the first instance of the verse or the chorus, marking its beginning and end, and wherever its repeat would occur, he would leave that many measures blank and show by noting its number there where the repeat should be copied in, also noting any variation in register or accompanying percussion. That suggests that a lower-paid or less-skilled person was assigned the work of actually making the master by using a mallet and punches of assorted length to punch the slots into the cardboard by which the master controlled the perforator. Wurlitzer masters were made on a 3-to-1 scale vertically; that is, while the hole columns were horizontally spaced in the master exactly the same as on the finished roll (.1227" on center spacing), the holes in the masters were vertically three times as long as they would be in the rolls produced from the master.
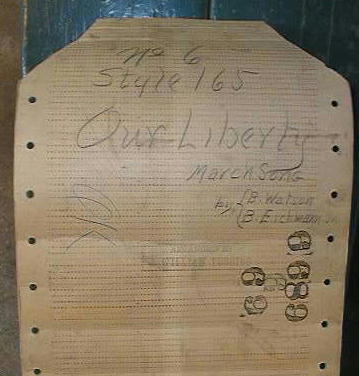
When completed the master was stamped with three numbers: the first being the number of the roll on which the tune was to appear; the second indicating the tune's position on that roll; and the third being the nominal number of holes in the tracker bar for the roll, as a kind of shorthand for the roll style: style 125 rolls were "43"; 150 rolls, "46"; and 165 rolls, "69" -- even though in each case there were more tracker holes than those code numbers would suggest. In addition the title of the tune and sometimes other data were added in a bold hand. Unfortunately, the one bit of information which we would love to have, the arranger's name, was never given until J. William Tussing's stamp began appearing on masters of the late 1930's. On some rolls of the period Walter Wurl takes credit for the hole punching, although he was clearly not their arranger.
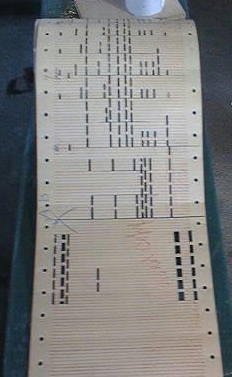
The pictures below show a group of style 150 masters, followed by two views of the style 165 master for the march "Our Liberty": the opening measures of the tune and (rotated 180 degrees so that you can read the inscriptions) the leader of the same master.

 ...
...
Below is a view of the Wurlitzer paper slitter, which cut the long rolls supplied from the paper mill down to exact music roll size. Below the slitter is a picture of a rack of blank paper ready to be fed into the perforator, many layers at once. It is difficult to tell from the picture of the Wurlitzer roll department how many copies each perforator was capable of punching at one time, but Play-Rite's Acme perforator makes 16-18 copies per run.


 To operate the perforator the master roll is placed on the topmost of the three wooden rollers shown here.
It is then threaded under the second wooden roller (the one to its right just above the steel drum) and then over and around the steel drum, a better view of which is shown below, in a clockwise direction.
Coming out under the steel drum it is then wound onto the third (takeup) wooden roller, barely visible behind its attached drive pulley. Then when the requisite layers of blank roll paper are threaded
from the paper roll rack into the perforator to pass under the punching dies, the perforator is ready for operation.
To operate the perforator the master roll is placed on the topmost of the three wooden rollers shown here.
It is then threaded under the second wooden roller (the one to its right just above the steel drum) and then over and around the steel drum, a better view of which is shown below, in a clockwise direction.
Coming out under the steel drum it is then wound onto the third (takeup) wooden roller, barely visible behind its attached drive pulley. Then when the requisite layers of blank roll paper are threaded
from the paper roll rack into the perforator to pass under the punching dies, the perforator is ready for operation.
Studying the following picture and the text below it may help in understanding how the master is read and how that controls the punching operation of the perforator.
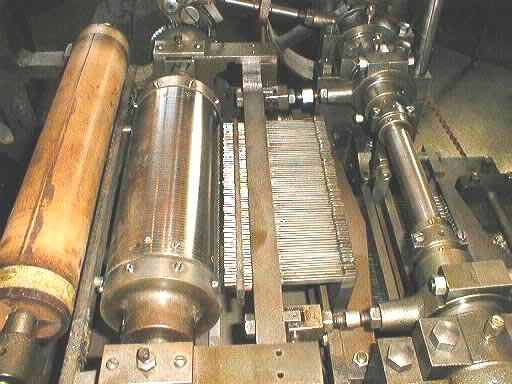
Shown above is the steel drum over which the master paper is pulled by the clockwise rotation of the tractor-feed cogs at the edges of the drum. The cardinal point to remember is that
the steel drum itself does not turn. Only the two tractor-feed wheels turn; the drum simply acts as a backing for the master. Pointing directly at the drum, at the three-o'clock position, are the 75 indexing
rods which are free -- in the absence of any interfering master carboard -- to slip into 75 corresponding holes bored into the drum. Whether or not an indexing rod slips into the drum depends on whether or not there
is a hole in the master for that particular indexing rod to go through at a given moment. The indexing rods are pivoted and linked to a set of 75 interposers which ride between the punching ram of the perforator and the 75 punch pins which the ram drives into
the layers of roll paper on each rotation of the perforator drive shaft, whenever an interposer is moved into the correct position by its indexing rod.
Part of the linkage between indexing rods and interposers can be seen here:

 Indexing rod, with its linkage --------------------------------->
Indexing rod, with its linkage --------------------------------->

Below are three views of the punch-driving ram, showing in the foreground the springs which pull the interposers back into position after each punching cycle of the perforator. In the first view the drum over which the master rides is visible at the top of the picture, beyond the ram crankshaft.



Although it cannot be seen well in these photographs, the ram is connected to the shaft above it by two elliptical bearings, which cause the ram to move up and down by a distance of less than a half inch but sufficient to drive the punches through the roll-paper layers and into the bedplate below and then to lift them on the up stroke. Each cycle of the perforator causes these sequential actions: the indexing rods are drawn back, so none protrude through holes in the master into the steel drum; this causes the inteposers to return to non-punching position; the ram lifts all punches out of the paper layers; then the master advances by one increment and the roll-paper layer advances by an increment approximately one-third as large; then the indexing rods are let go forward to either rest on the master cardboard or to protrude through one of the holes in it; the interposers corresponding to any indexing rods that now protrude into the steel drum are thereby shifted to punch position; the ram descends to drive those punch pins and rises again, pulling them out of the paper layer. That is the end of one cycle, and the machine goes on to repeat the cycle over and over until a tune is complete. Then the operator re-winds the master and selects the correct master for the next tune on the roll.
The layers of roll paper are drawn through the perforator to pass under the punching dies by a tractor which is shown in the next pictures.
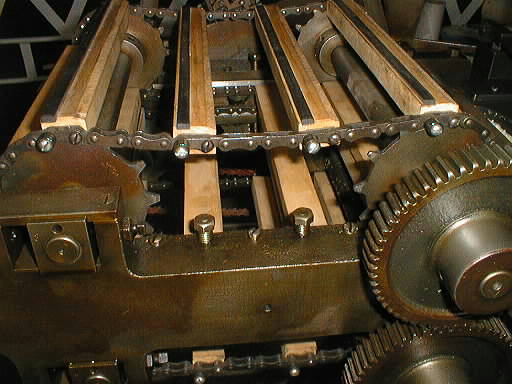
The layers of roll paper pass from left to right between the upper and the lower tractor halves to be gripped by rubber strips on the wooden slats, when a slat from the bottom tractor half comes around to press tighly against its mating slat from the top half of the tractor. On each cycle of the perforator the tractor is geared to advance the paper the necessary increment in relation to the three-times-as-great increment of the master advance.
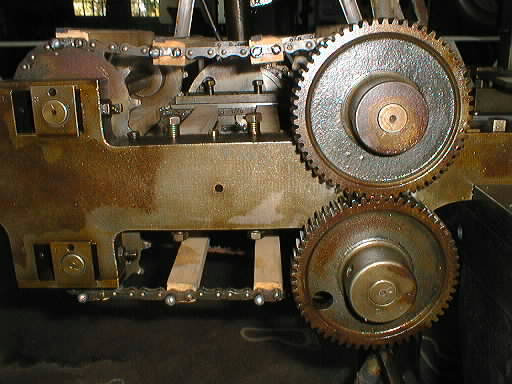
An ingenious feature built into the Wurlitzer perforators is the automatic tempo compensation. If the tractor pulled at a constant increment from the punching of tune 1 of a roll to the punching of tune 10 of the roll, the result would be, when the roll was played on an organ, a constant acceleration in the tempo of the tunes on the roll due to the increasing diameter of the organ's take-up spool as the roll paper moves during play from the roll being played to the take-up spool. This effect occurs in the playing of any music roll such as a player piano roll, but the tempo increase is so slight in a short roll as to be virtually undetectable. But on long 10-tune band organ rolls, the acceleration would be very noticeable -- and objectionable -- unless it were compensated for. The compensation could have been built into the masters by making the perforations in a master for a tune intended to be put at or near the end of a roll proportionately longer than the perforations in a master for a tune intended to go towards the beginning of a roll.
 Wurlitzer chose not to do that, probably because it would have required more calculation on the part of its arrangers and also would have meant that the tune order could not be shifted around for various production purposes. What Wurlitzer
did was to add a very long worm or screw gear between the arm that drives the tractor gear and the tractor gear itself so that, as the perforator goes through the hundreds of thousands of cycles required to punch out a ten-tune roll, the advance increment of the tractor is being increased by a very tiny
amount at each cycle. Thus, as the perforating process moves from tune 1 to tune 10, the perforations, though of constant size in the masters, are continually growing longer in the rolls being produced. Therefore, when played, though the speed of the roll paper across the tracker bar is constantly increasing,
the tune tempo remains constant because the perforations have been made longer to exactly offset the paper speed increase. This picture shows the tempo compensation gearing on the Wurlitzer perforator.
Wurlitzer chose not to do that, probably because it would have required more calculation on the part of its arrangers and also would have meant that the tune order could not be shifted around for various production purposes. What Wurlitzer
did was to add a very long worm or screw gear between the arm that drives the tractor gear and the tractor gear itself so that, as the perforator goes through the hundreds of thousands of cycles required to punch out a ten-tune roll, the advance increment of the tractor is being increased by a very tiny
amount at each cycle. Thus, as the perforating process moves from tune 1 to tune 10, the perforations, though of constant size in the masters, are continually growing longer in the rolls being produced. Therefore, when played, though the speed of the roll paper across the tracker bar is constantly increasing,
the tune tempo remains constant because the perforations have been made longer to exactly offset the paper speed increase. This picture shows the tempo compensation gearing on the Wurlitzer perforator.
How does it work? The explanation below (with illustrations of the various parts of the gearing shown to the right to study as a particular part's operation or purpose is explained) may answer that question. But nothing is as helpful as a vist to the museum to watch the perforator in action.
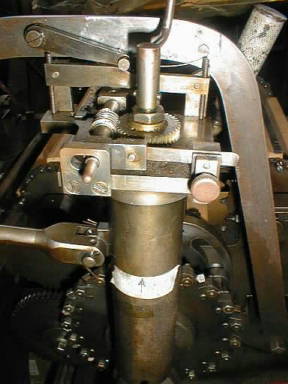
 The part shown here to the right is the ratchet wheel which moves the tractor each time the cylinder which is attached to, and extends upward from, the ratchet wheel is pushed to the right by the arm (seen in the picture below) which extends
horizontally from the cylinder, just above the arrow on the white tape. The cylinder contains a long screw or worm gear, the purpose of which is explained next.
The part shown here to the right is the ratchet wheel which moves the tractor each time the cylinder which is attached to, and extends upward from, the ratchet wheel is pushed to the right by the arm (seen in the picture below) which extends
horizontally from the cylinder, just above the arrow on the white tape. The cylinder contains a long screw or worm gear, the purpose of which is explained next.

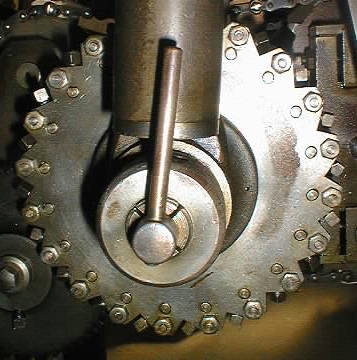
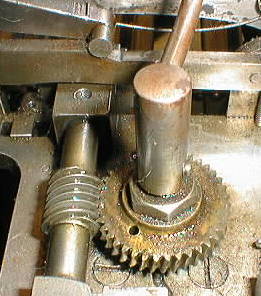 This view of the top of the cylinder containing the long screw shows the worm gear which turns the screw a small amount at each cycle of the perforator. As the long screw is turned, the horizontal push rod
shown in the picture above, which rides on the screw through a slot in side of the cylinder running from top to bottom, is gradually moved lower in its position relative to the cylinder, becoming closer to the ratchet wheel each time. The closer the push rod is to the ratchet wheel, the more the
ratchet wheel turns each time it is pushed -- and the farther the tractor pulls the paper layer through the perforator on each cycle.
This view of the top of the cylinder containing the long screw shows the worm gear which turns the screw a small amount at each cycle of the perforator. As the long screw is turned, the horizontal push rod
shown in the picture above, which rides on the screw through a slot in side of the cylinder running from top to bottom, is gradually moved lower in its position relative to the cylinder, becoming closer to the ratchet wheel each time. The closer the push rod is to the ratchet wheel, the more the
ratchet wheel turns each time it is pushed -- and the farther the tractor pulls the paper layer through the perforator on each cycle.
 When setting up the perforator to begin a new roll at tune 1, the perforator operator uses the handle at the top of the cylinder to manually turn the screw back to starting position, so that the push rod is moved in the direction
of the arrow on the white tape, back to the top of the cylinder. This creates the smallest advance increment for the tractor. By the time the perforator is punching out tune ten, the push rod has automatically been screwed down to its lowest point, creating the maximum tractor advance as the
roll approaches its end.
When setting up the perforator to begin a new roll at tune 1, the perforator operator uses the handle at the top of the cylinder to manually turn the screw back to starting position, so that the push rod is moved in the direction
of the arrow on the white tape, back to the top of the cylinder. This creates the smallest advance increment for the tractor. By the time the perforator is punching out tune ten, the push rod has automatically been screwed down to its lowest point, creating the maximum tractor advance as the
roll approaches its end.